
由 rmiadmin | 2 月 1, 2021 | 新闻
通过使用能够更可靠,更有利于提高产量的设备,让长壁采煤的生产任务变得更加高效。 在采煤工作面安装和回收采矿设备的过程既费时又费力,这意味着煤炭产量会大幅下降。 为了帮助减少回收阶段所花费的总时间,RMI开发了三种地面或地下应急回收系统,旨在提高液压顶板支架结构的回收效率。
煤矿的效率最终决定了它的工作效率,因此,煤矿运营商一直在寻求提高采煤效率的方法。 长壁采煤顶板支架系统的设计和选择过程必须严格,以确保所有在矿人员的安全。 因此,一旦某个区域完成采矿,尽可能高效地回收这些设备是很重要的。 这一回收过程需要用到应急泵系统,在主系统断开连接并迁移之后,可以安装应急泵系统来提供液压动力。
RMI是世界领先的高压、大流量泵系统制造商之一,多年来一直为采矿业设计解决方案。 应急回收系统包含了自给式泵系统,具有充分的安全特性,可确保在恶劣的采矿环境中安全可靠地运行。
标准的应急泵系统配备了成熟的S300 Trimax三柱塞泵,该泵由机载的110kW的电机驱动,提供208 bar, 202 l/min的典型输出。 这些基本规格可根据客户的具体要求进行修改,以确保所交付的系统能在回收过程中提供可靠的液压动力。
泵组件完全防火,并配有带远程启/停功能的起动器以及指示运行状态的频闪灯。 储罐组件的进口管和回流管均装有过滤器,以确保液压流体不受污染,并延长部件寿命。
每套应急回收系统都包含在一个钢架式橇板内,该橇板配有叉车槽和吊耳,以确保安全可靠的搬运。 机架配有四个手动可调支腿,以确保泵和储罐能够调到水平,以保持正确运行。
RMI澳大利亚公司总经理Luke Gibson评论到:“RMI多年来一直在为采矿业设计解决方案。 由于大多数应用现场位于偏远地区,通行受限且意外停机的代价非常高昂,因此可靠性是我们设备必不可少的质量要求。我们在设计高效且可靠的设备方面享有令人羡慕的声誉,我们的这一系统已在全球长壁采煤行业中使用了很多年。”
应急回收系统即可租用也可购买以满足每个矿井的作业要求,同时可以设置独特的规格,以确保最佳的作业性能。 要了解该产品的更多信息或了解更多关于RMI澳大利亚公司服务方面的信息,请联系RMI澳大利亚销售办事处,详情可访问www.rmipsl.com。
Photo Captions:
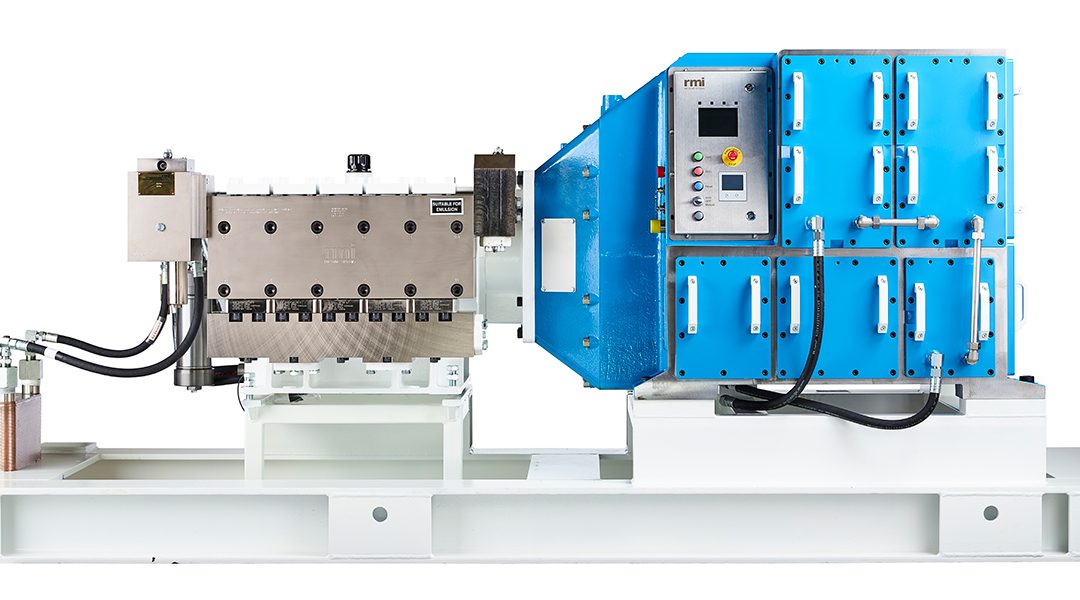
图片1:RMI长壁矿井应急回收系统

图片2:RMI长壁矿井应急回收系统

图片3:长壁采矿

关于RMI压力系统有限公司
一个多世纪以来,RMI一直在为全球采矿和工业应用生产优质高压泵。 RMI是长壁采煤用高压系统设计与制造方面的早期创新者,如今,RMI利用其英国工程研究中心专家资源所发挥的巨大作用,推出了旨在降低工艺复杂性和优化客户生产率的新解决方案。
RMI与客户之间形成的合作关系创造出一种积极响应的氛围,激发我们进步,并持续保持高服务水平。 在RMI,我们的目标是为客户提供更高的价值和可靠性,专注于通过降低运营成本和提高产量来帮助客户提高生产率。 只有不断倾听并从中学习,我们才能取得这些进步,这对我们的客户来说至关重要。 正是这种对学习过程的坚定不移的承诺,帮助RMI与客户携手,并推动我们为客户需求而创新。 通过创新提升了我们更好地为客户服务的能力,最终也改善了我们所生活的世界。
联系
RMI压力系统有限公司: 市场经理 尼古拉·考克斯(Nicola Cox)
网址: www.rmipsl.com
Email: ncox@armstrongfluidtechnology.com
由 rmiadmin | 2 月 1, 2021 | 新闻
高压泵制造商RMI压力系统有限公司通过全新的网站和社交媒体信息增强了其数字交流和品牌影响力。
新版网站(www.rmipsl.com)更加易于导航,具有可在多种设备上使用的响应式设计,并且包含了增强用户体验的引人入胜的内容。
核心页面为访问者提供了详细、完整的RMI产品系列介绍,对于其中的Agilis系统、Quinmax五柱塞泵和Trimax三柱塞泵等新品,还提供了单独的产品介绍页面,上面包含了用于下载相关资料(比如宣传册、案例研究和技术数据表)的快速链接。 还有更多的页面提供了有关RMI服务能力和主要服务领域的信息。
新的媒体中心还允许游客及时了解RMI的最新消息和最新进展,并包含了RMI最近加入的社交媒体频道的链接,比如linkedin、twitter和微信等。
RMI的全球主管西蒙·帕克(Simon Parker),评论说,“贴近市场和客户是我们业务的基础,因此我们开发了更新的RMI网站和新的社交媒体渠道,旨在让客户更加容易访问我们的核心产品信息,并使我们能够更加有规律和更有效地与客户沟通,增强客户参与度和互动”。
访问www.rmipsl.com或关注(@ rmipsl)linkedin、twitter和微信上的RMI
由 rmiadmin | 2 月 1, 2021 | 新闻
在最近于北京举行的2019年中国煤炭与矿业展览会(CCME)上,RMI展示了新的AGILIS®全集成长壁采煤系统。
AGILIS是世界上第一个专门为提高长壁采煤生产率而设计的集成系统。 得益于行业领先的创新技术,AGILIS®可实现无与伦比的性能和效率,以最低的初装成本创造更高的价值和利润。
AGILIS®专门设计用于通过集成智能电机变频器和系统控制器来提高系统的正常运行时间和生产率。 该系统能够在不到1秒的时间内从0加速到全速,比行业标准响应速度快10倍。 智能控制器和同步并联泵配置造就了这一加速率,消除了液压动力滞后于顶板支架的情况,提高了系统正常运行时间和工作面生产率。
以年开采800万吨煤的典型采煤面来说,AGILIS能促进生产力提高,有可能每年增加高达560万美元的利润。
SCADA系统通过在线连接捕捉实时数据,以便进行主动性能管理,监测泵系统的运行状态,确保设备始终高效运行。 它可在早期检测到系统降级并进行调整,确保系统始终保持最大的正常运行时间。
最低的初装成本
在AGILIS的整个开发过程中,提高生产率、成本效益一直是优先考虑的问题。 其“即插即用”设计允许在初始安装和调试时节省人工成本和时间。 同时,集成系统消除了传统变频器(VFD)和泵电机之间的电缆,从而降低了安装成本。
节省空间
RMI泵系统是为封闭地下空间设计的。 新的AGILIS系统占地面积比其他产品小,并且内置冗余功能,因此相比典型系统可以省去一台泵,并且至少节省了25%的空间。
降低维护成本并减少更换件
通过变频、并联运行的结合,延长产品寿命:所有泵根据系统当前需求串联运行,通常以较低速度运行,减少卸载,减少系统和泵部件的磨损。 内置的ODIN®技术提高了响应能力,减少压力波动和峰值对密封和软管造成的损坏。 因此,可以延长AGILIS维护计划,从而降低成本并确保最大的正常运行时间。 系统的核心部件专门采用“即插即用”设计,以便在需要维护时快速方便地完成更换。
环保优势
AGILIS还减少了对环境的影响。 该系统仅需较少的水消耗,无需外部冷却。另外,其高效率以及并联运行技术减少了能源消耗,因此降低了CO2排放量。 典型情况下,煤矿会由于泄漏(主要是由于液压部件损坏而导致)导致损失2%的乳剂,而AGILIS的操作系统通过最大限度降低密封件和接头等部件上的压力峰值来降低乳剂损失水平,同时降低运行噪音,提升对工人安全水平和对工作场所标准的遵守程度。
RMI工程总监Kathryn Poke评论道,“我们很高兴宣布推出AGILIS。 让我们对此系统感到自豪的除了低运行成本和绿色认证外,该集成系统有潜力将采煤工作面生产力提高5%。在RMI,我们正在优先发展可持续采矿产品组合,随着最新的创新采矿技术解决方案的推出,我们正在引领数字时代的发展。”
AGILIS是一种通过全面认证的产品,符合ATEX、IECEx和MA要求,适用于Ex 1 M2 Ex d 1 Mb采矿环境。
有关AGILIS的更多信息,请访问www.rmipsl.com网站
Recent Comments