RMI has previewed the new AGILIS® fully integrated system for longwall coal mining at the recently held China Coal and Mining Exhibition 2019, in Beijing.
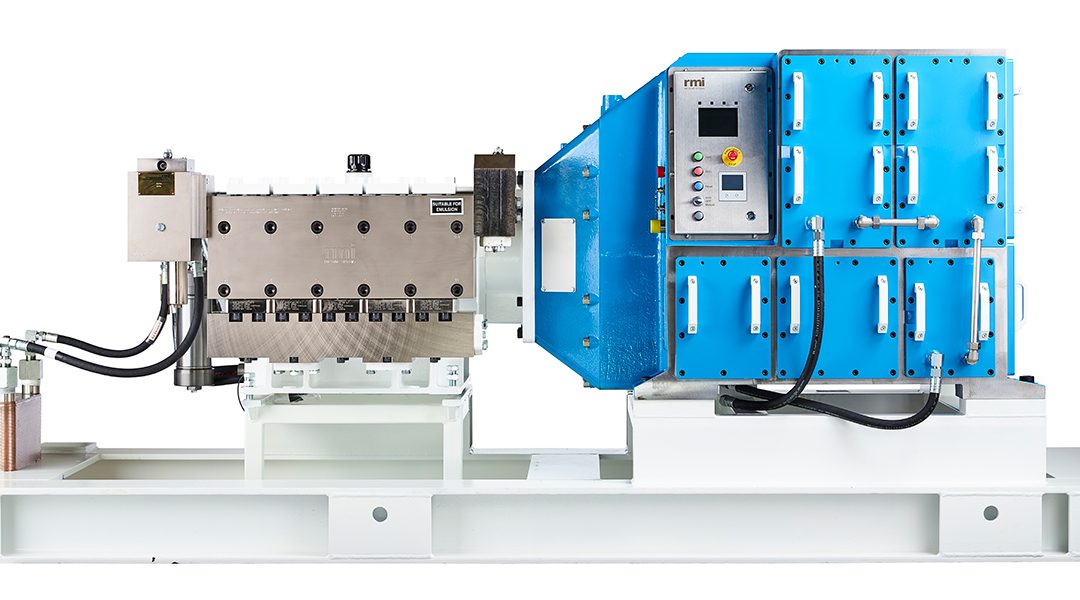
AGILIS is the world’s first integrated system specifically designed to increase the productivity of longwall coal mining. Using innovative industry-leading technology, AGILIS achieves unrivalled performance capability and efficiency that delivers enhanced value and profit at a lower installed cost.
AGILIS has been specifically designed to increase both uptime and productivity via an integrated smart motor drive and system controls. The system is capable of accelerating from 0 to full speed in less than 1 second, 10 times faster than the industry standard response rate. Intelligent controls and synchronised parallel pumping drive this rate of acceleration, eliminating hydraulic power lag to the roof supports and increasing uptime and productivity at the coal face.
When you consider a typical coal face extracts 8 million ton of coal every year, the increased productivity AGILIS generates, has the potential to increase profit by up to $5.6m per annum.
Real-time data is captured via SCADAä online connectivity for Active Performance Management, to monitor the operational health of the pumping system and to ensure that the equipment runs efficiently at all times. System degradation can be detected at an early stage and adjusted, to ensure maximum uptime at all times.
Lower first installation costs
Enhanced productivity cost-saving efficiency has been prioritised throughout the development of AGILIS. The plug and play design saves both labour costs and time during the initial installation and commissioning. Whilst the integrated system eliminates cables between traditional variable frequency drive (VFD) and pump motor for a lower installation cost.
Space saving
RMI pump systems are designed for confined underground spaces. The new AGILIS a smaller footprint than alternative products and built in redundancy resulting in one less pump required on a typical system and a minimum 25% space saving.
Reduced maintenance costs and replacement parts
Product life is extended through a combination of variable speed, parallel pumping operation: The pumps operate in tandem based on the system’s current needs, typically at lower speeds with reduced offloading, reducing wear and tear on system and pump components. Inbuilt ODIN® technology improves response and reduces damaged caused to seals and hoses caused by pressure surges and spikes. As a result, AGILIS maintenance schedules can be extended which reduces costs and ensures maximum uptime. Core components of the system are specifically designed as ‘plug and play’ for quick and easy replacement for when maintenance is required.
Environmental benefits
AGILIS also delivers a reduced impact on the environment. The system requires less water consumption with no external cooling being required, and the high efficiency and parallel pumping technology reduces energy consumption and therefore lowers CO2 emissions. Whereas a typical coal mine experiences a 2% loss of emulsion due to leakages, mostly caused by damage incurred to hydraulic components, AGILIS’s operating system cuts the level of emulsion loss by minimising pressure spikes on components such as seals and joints and operating noise is also lower enhancing worker safety and compliance to workplace standards.
“We’re delighted to announce the launch of AGILIS,” commented Kathryn Poke, Engineering Director at RMI. “In addition to its low operational cost and green credentials, we’re proud that the integrated system has the potential to boost coal face productivity by up to 5%. Here at RMI, we are prioritising the development of our sustainable mining portfolio and, with the launch of our latest, innovative mining technology solution, are leading the way in the digital era.”
AGILIS is a fully certified product, meeting ATEX, IECEx and MA requirements, suitable for Ex 1 M2 Ex d 1 Mb mining environments.
For more information about AGILIS, please visit www.rmipsl.com
High pressure pump manufacturer, RMI Pressure Systems Limited, has enhanced its digital communications and brand presence with a brand new website and social media profiles.
The new look website (www.rmipsl.com) has been designed to be easy to navigate, with responsive design for use on a variety of devices and engaging content to enhance the user experience.
Core pages provide visitors with details of the full RMI product range, with individual product pages for new Agilis, Quinmax and Trimax pumps which include quick links to download materials such as brochures, case studies and data sheets. Further pages provide information on RMI’s service capabilities and key sectors served.
The new media centre also allows visitors to keep up to date with the latest news and developments from RMI and includes links to the social media channels which RMI recently joined which include linkedin, twitter, and wechat.
Simon Parker, Global Leader for RMI, commented ‘Being close the market and our customers is fundamental to our business so the updated RMI website and new social media channels have been developed with the aim of providing our customers with easy access to our core product information as well as enabling us to communicate more regularly and effectively to enhance customer engagement and interaction’.
Visit www.rmipsl.com or follow RMI on linkedin, twitter and wechat (@rmipsl).
The task of producing coal from a longwall mine has been made more efficient with the use of more reliable equipment which is able to deliver high outputs. The process of installing and recovering mining equipment at the coal face is both time consuming and labour intensive, meaning that coal production drops extensively. In order to assist in reducing the overall time lost to the recovery phase, RMI Pressure Systems has developed three surface or ground salvage units designed to improve the efficiency of the recovery of the hydraulic roof support structures.
The efficiency of a mine is ultimately what keeps it working, so mine operators are continually looking to improve performance. The process for designing and selecting roof support systems for longwall mining must be rigorous to ensure the safety of all those working in the mine. It is therefore important to be able to recover this equipment, once the mining in a certain area has been completed, as efficiently as possible. This retrieval process requires the use of salvage pump units, which can be installed to provide hydraulic power while the main systems are disconnected and relocated.
RMI is one of the world’s leading manufacturers of high pressure, high flow pumping systems and has been designing solutions for the mining industry for many years. The salvage units provide self-contained pumping units which have extensive safety features and are designed to ensure safe and reliable operation in the harsh mining environment.
The standard salvage pumping unit is fitted with the proven S300 Trimax pump which is driven by the on-board 110kW electric motor, which provides a typical duty of 202 l/min at 208 bar. These basic specifications can be altered to suit specific customer requirements to ensure that the delivered system will provide reliable hydraulic power during the retrieval process.
The pump assembly is fully flameproof and comes complete with a starter unit with remote start/stop facility as well as strobe lighting to indicate the running condition. The tank assembly provides inlet and return lines which are fitted with filters to ensure the hydraulic fluid is kept free from contamination and promote longer component life.
The salvage units are each contained within a steel framed skid, which is fitted with both forklift truck slots and lifting eyes to ensure safe and secure transportation. The frame is equipped with four manually adjustable legs to ensure the pump and fluid tanks can be levelled to maintain correct operation.
Luke Gibson, General Manager, RMI Australia, comments “RMI has been designing solutions for the mining industry for many years. With the majority of applications in remote areas, with limited access and where unplanned downtime is very expensive, reliability is an essential quality required of our equipment. We have an enviable reputation for designing efficient and reliable equipment, which has been used across the world in the longwall mining industry for many years.”
The salvage units can be hired or purchased to suit the operational requirements of each mine, while the individual specifications can be arranged to ensure optimum operating performance. For further information on the product, or to learn more about RMI Australia services, please contact the RMI Australia sales office, details can be found on the www.rmipsl.com.
Photo Captions:
Photo 1: RMI Longwall Salvage Unit
Photo 2: RMI Longwall Salvage Unit
Photo 3: Longwall mining
About RMI Pressure Systems
For more than a century, RMI has been producing premium-quality high-pressure pumps for global mining and industrial applications. An early innovator in the design and manufacture of high-pressure systems for Longwall mining, today RMI employs the expert resources at its UK engineering research centre to great effect, introducing new solutions designed to reduce process complexity and optimise customers’ productivity.
The collaborative relationships RMI forms with clients creates a climate of proactive response, inspiring progress and resulting in consistently high service levels. At RMI, we aim to deliver enhanced value and reliability to customers, focusing our efforts on helping them to become more productive by cutting operational costs and boosting output. We can only achieve these advancements by listening to – and learning from – the issues that are important to our clients. It is this unwavering commitment to the learning process that helps RMI drive innovation with, and for, the customer. It elevates our ability to better serve our customers – and, ultimately, the world in which we live.
This website uses cookies to improve your experience. We'll assume you're ok with this, but you can opt-out if you wish. Cookie settingsAccept
Privacy & Cookies Policy
Privacy Overview
This website uses cookies to improve your experience while you navigate through the website. Out of these cookies, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may have an effect on your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. This category only includes cookies that ensures basic functionalities and security features of the website. These cookies do not store any personal information.
Any cookies that may not be particularly necessary for the website to function and is used specifically to collect user personal data via analytics, ads, other embedded contents are termed as non-necessary cookies. It is mandatory to procure user consent prior to running these cookies on your website.




Recent Comments